在塑胶制品生产中,模具设计的优劣直接决定了产品的质量、生产效率与成本。一个成功的模具设计,不仅需要满足产品功能,更需充分考虑制造可行性、使用便利性与长期稳定性。以下是塑胶模具设计中12个至关重要的细节与注意事项,建议从事相关工作的工程师与设计师收藏并深入理解。
- 分型面设计: 分型面是模具动模与定模的分界面,其选择至关重要。设计时需确保产品能顺利脱模,尽量选择在产品的最大轮廓处,并考虑飞边(毛刺)的产生位置,尽可能将其置于产品非外观面或后续易于处理的部位。分型面应尽可能简单、平直,以降低加工难度和成本。
- 脱模斜度: 几乎所有塑胶件都需要设置脱模斜度,以减小脱模阻力,防止产品拉伤或变形。斜度大小取决于塑料材料(如ABS、PP、PC等)、产品深度、表面要求(纹面需更大斜度)及壁厚。通常,外表面斜度建议0.5°-1°,内表面1°-2°或更大,需在CAD设计初期就予以充分考虑。
- 壁厚均匀性: 均匀的壁厚是保证产品成型质量、避免缩水、变形、内应力的黄金法则。设计中应避免壁厚突变,厚薄连接处需采用渐变过渡(如圆弧过渡)。若因功能需求必须存在厚度差异,其变化比例应尽量平缓。
- 加强筋与支柱设计: 为提升产品强度而不显著增加壁厚,常采用加强筋。其根部厚度通常不超过主体壁厚的50%-60%,高度不宜过高,并需设置足够的脱模斜度。支柱(BOSS柱)用于装配,其根部易产生缩水,设计时可采用“火山口”式减胶或与加强筋相连来改善。
- 圆角设计: 避免尖锐的拐角。所有内部拐角应尽可能设计成圆角(R角),这能大幅改善塑料流动、减少应力集中、增强零件强度,并便于模具加工。外部拐角也可采用小圆角过渡,使产品外观更柔和,模具寿命更长。
- 浇口位置与类型选择: 浇口是熔融塑料进入型腔的入口,其位置直接影响产品外观、强度及注塑工艺。设计时应考虑:① 置于产品壁厚处,利于保压;② 避免在承受外力或外观关键面;③ 使熔料流动路径最短、最平衡;④ 根据产品特点选择潜伏式、点浇口、侧浇口、扇形浇口等合适类型。
- 冷却系统设计: 冷却时间约占整个注塑周期的70%以上。高效、均匀的冷却系统是提高生产效率、保证产品尺寸稳定、减少变形的关键。水路设计应尽量贴近产品轮廓,保证冷却均匀,避免出现热点。同时需考虑加工可行性,防止与顶针、螺丝等干涉。
- 顶出系统设计: 顶出机构需平稳、可靠地将产品从模具中顶出。顶针(或司筒、推板等)应布置在脱模阻力较大、产品强度足够的部位(如筋条底部、BOSS柱底部、边缘)。需避免顶出痕迹影响外观,必要时可采用扁顶针或顶块。顶出距离需计算准确,确保产品完全脱模。
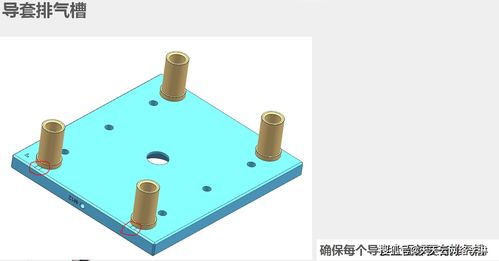
- 排气系统设计: 模具型腔内的空气若无法顺利排出,会导致产品填充不足、烧焦、困气等缺陷。排气槽通常开设在分型面上熔料流动末端,或镶件、顶针配合间隙处。深度需根据塑料粘度严格控制(如对于ABS,常在0.02-0.03mm),以防溢料。
- 模具材料与热处理: 根据产品产量、塑料材料(是否含玻纤等腐蚀性成分)、精度要求选择合适的模具钢材(如P20、718、S136、H13等)。对核心成型部件(如型腔、型芯)进行适当的热处理(淬火、调质)或表面处理(氮化、镀铬),能显著提高其硬度、耐磨性、耐腐蚀性,延长模具寿命。
- 公差与收缩率: 模具尺寸需根据塑胶材料的成型收缩率进行精确放大。不同材料、不同流动方向的收缩率不同,复杂产品需进行模流分析来预测收缩变形。需合理设定模具零件的制造公差与配合公差,确保模具动作顺畅,产品尺寸合格。
- 维修与保养便利性: 设计时应具有前瞻性,考虑未来模具的维护。例如,易损件(如顶针、镶件)应便于单独更换;大型模具设置吊环孔;冷却水路做好清晰的标识;尽可能采用标准化零件(如标准模架、标准顶针),以降低维修成本和时间。
****
优秀的塑胶模具设计是艺术与工程的结合,是理论知识与实践经验的沉淀。上述12个细节环环相扣,需要在设计初期就进行全局性规划,并在整个设计过程中反复校验。深入理解并灵活运用这些注意事项,将有助于设计出高质量、长寿命、易生产的模具,从而在激烈的市场竞争中奠定坚实基础。建议收藏本文,并作为日常设计工作的自查清单。