在模具设计与制造领域,公差控制是保证产品质量、互换性与使用寿命的核心。一个常见的疑问是:仅仅观察模具的滑块(通常指侧向抽芯机构)部分,能否直接判断出整套模具的公差水平?答案是:可以获取重要线索,但无法得出完整结论。
滑块是模具精度的“放大镜”
滑块机构因其需要频繁滑动、精准定位并与主模仁紧密配合,往往对公差要求极为苛刻。因此,通过观察滑块,可以间接评估模具制造者对关键精度的重视程度和控制能力:
- 配合间隙:滑块与滑槽、滑块与锁紧块之间的配合间隙肉眼难辨,但可以通过观察其运动是否顺畅、无卡滞,以及闭合后与相邻零件间有无可见的错位或缝隙来初步判断。间隙过大会导致产品飞边、尺寸不稳定;过小则会导致磨损、咬死。精密的模具,其滑块运动应如丝般顺滑,闭合后几乎“天衣无缝”。
- 表面处理与磨损:高精度模具的滑块滑动面通常经过精细研磨、镀铬或氮化处理,以降低摩擦、提高耐磨性。观察这些表面的光洁度、有无划伤或异常磨损痕迹,能推断其使用寿命和当前的精度保持状态。磨损严重的滑块,其配合公差必然已偏离设计值。
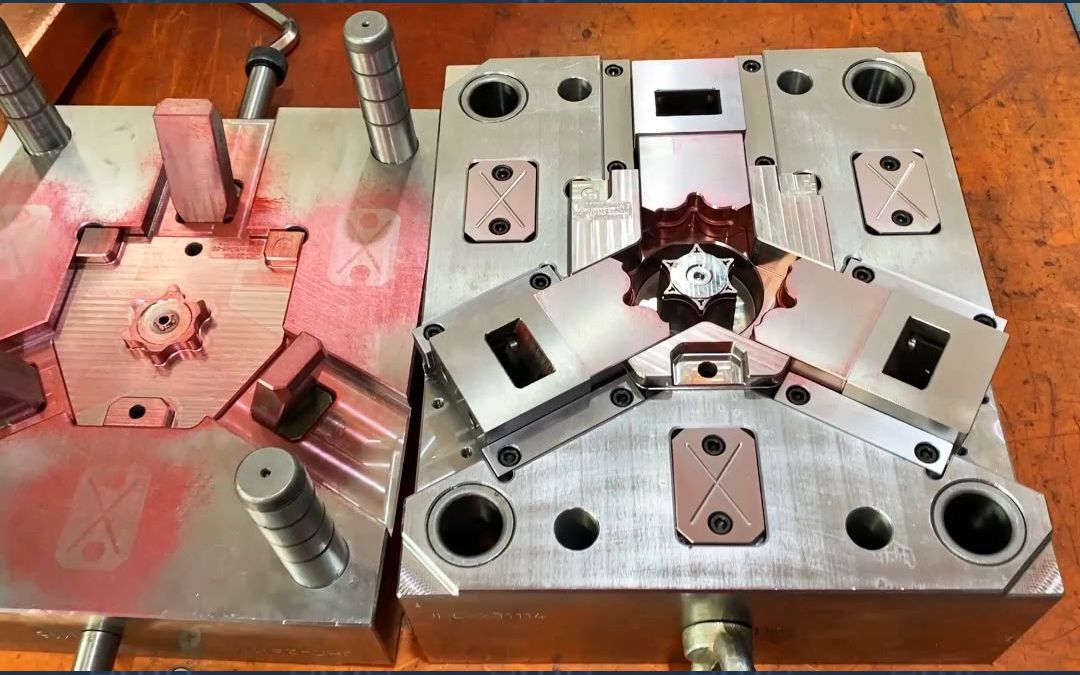
- 定位结构:精密的滑块会设计有精定位装置,如斜楔、直身锁、锥度定位销等。观察这些定位元件是否结构合理、加工精细、无损伤,是判断其重复定位精度(直接影响产品尺寸一致性)的关键。
- 细节工艺:如滑块上的冷却水道接口是否规整、排气槽是否清晰利落、螺钉孔位是否精准等细节,能反映制造商的工艺水平和严谨态度,这些都与整体公差控制文化息息相关。
滑块并非公差的“全貌”
模具公差是一个系统工程,仅看滑块存在局限:
- 核心区域未暴露:产品的关键尺寸和形位公差通常由前、后模仁(型芯、型腔) 直接决定。这些模仁的加工精度(如CNC、EDM、抛光)、热处理变形控制以及它们的配合精度,是模具公差最核心的部分,而滑块往往只是成型侧孔或倒扣。
- 系统性考量:模具公差还包括模板的平行度与平面度、导柱导套的配合精度、顶出系统的间隙、冷却系统的均匀性等。这些共同构成了模具的“骨架”稳定性,任何一个环节的误差都可能累积并影响最终产品。
- 设计意图:有些产品本身对滑块成型的部位公差要求就较宽松,此时滑块公差可能故意放宽以降低成本。反之,主模仁区域可能有极高的公差要求。
专业评估方法
要准确判断模具公差,应遵循系统方法:
- 查阅图纸:直接查看设计图纸上的公差标注,这是最权威的依据。
- 测量关键部位:使用三坐标测量仪、千分尺、高度规等工具,直接测量模仁、滑块、型腔的关键尺寸与定位尺寸。
- 试模与产品检测:通过试模,测量成型产品的尺寸,这是验证模具综合公差的最終标准。
- 综合观察:将滑块的状态与模仁加工质量、模板处理、标准件品牌等结合起来进行整体评估。
结论
观察滑块,如同观察一个人的“关节”——它能灵敏地反映其运动的精密性和健康状况,是评估模具精度的重要窗口。一个加工粗糙、松动或磨损的滑块,几乎可以断定该模具在关键运动部件上公差控制不佳。要全面评价模具的公差水平,必须深入审视其“心脏”(模仁)和“骨骼”(模板系统),并最终以成型产品的测量数据为准绳。 对于专业人士而言,滑块是快速初筛的利器;但对于严谨的判断,系统性的检测和分析不可或缺。